
Juin 4, 2026 | Maintenance
Dans le paysage industriel moderne, la performance d’un outil de production ne se mesure plus seulement à sa capacité nominale, mais à sa disponibilité réelle sur le long terme. Trop souvent, la maintenance est perçue comme un centre de coûts réactif, intervenant dans l’urgence pour « réparer ce qui est cassé ».
Pourtant, une mutation s’opère : l’intégration de la culture des « Méthodes » au cœur des services de maintenance. Cette synergie permet de passer d’un modèle curatif subi à une stratégie de maîtrise totale, où l’analyse des causes racines devient le levier principal pour éradiquer les pannes récurrentes et personnaliser les plans de prévention.
La synergie Méthodes-Maintenance : au-delà de la réparation
L’approche « Méthodes » apporte une rigueur analytique et une vision processuelle qui font parfois défaut à la maintenance traditionnelle, focalisée sur la remise en état immédiate.
L’héritage des méthodes de production
Historiquement, les bureaux des méthodes se concentrent sur l’amélioration continue, l’optimisation des flux et la standardisation des processus. Lorsqu’on applique ce bagage technique à la maintenance, l’objectif change de nature. Il ne s’agit plus de savoir comment réparer plus vite, mais de comprendre pourquoi l’intervention a été nécessaire. Cette « double casquette » permet d’utiliser les outils d’amélioration continue pour transformer chaque panne en une opportunité d’apprentissage et de fiabilisation.
Sortir du cycle du curatif perpétuel
La maintenance curative, bien qu’indispensable pour faire face aux aléas, est par définition une stratégie d’échec : elle intervient une fois que la valeur ajoutée a été interrompue. L’approche Méthodes vise à briser ce cycle. En analysant les fonctions et les modes de défaillance des machines, les équipes peuvent mettre en place des actions correctives définitives qui empêchent la répétition des symptômes. C’est ici que le métier évolue vers un triptyque fondamental : prévenir, maintenir et améliorer.
L’analyse des causes racines : le moteur de l’amélioration
Le cœur de la transformation du service de maintenance réside dans sa capacité à traiter la source du problème plutôt que le symptôme apparent.
Identifier la cause réelle derrière le symptôme
Une panne récurrente est souvent le signe d’un diagnostic incomplet lors des interventions précédentes. L’analyse des causes racines (ou « Root Cause Analysis ») impose de ne pas se contenter de remplacer une pièce défectueuse.
Par exemple, si un moteur s’arrête de manière répétée, la maintenance traditionnelle remplacera le moteur. L’approche Méthodes, elle, cherchera à savoir si le problème vient d’un défaut d’alignement, d’une surcharge ponctuelle, d’une dérive de l’automatisme ou d’un environnement (température, poussière, etc.) inadéquat.
L’importance des retours d’expérience terrain
L’analyse ne peut être purement théorique. Elle s’appuie sur le retour d’intervention des techniciens qui sont au contact direct de la machine. Ce sont ces données de terrain qui permettent d’ajuster les analyses de pannes. En confrontant les observations réelles aux schémas théoriques, les experts peuvent identifier des causes racines liées à des types d’utilisation spécifiques ou à des sollicitations mécaniques imprévues.
Vers une maintenance préventive personnalisée
Une fois la cause racine identifiée et traitée, l’enjeu est d’intégrer cette connaissance dans un plan de maintenance préventive qui ne soit pas générique, mais strictement adapté à la réalité de chaque équipement.
L’adaptation des plans de maintenance
Il est inefficace d’appliquer le même protocole de maintenance à toutes les machines d’un parc de manière uniforme. L’approche Méthodes préconise de cibler les interventions. Si les analyses montrent qu’un certain modèle de convoyeur ou de transfert de charge subit des contraintes plus fortes sur un site spécifique, la fréquence et la nature des points de contrôle doivent être renforcées sur ce point précis.
Le cycle de remise en cause permanente
Un plan de maintenance préventive n’est jamais figé. Il doit être soumis à une remise en cause constante pour garantir sa pertinence.
- Si une panne survient malgré le préventif : le plan est incomplet ou mal ciblé ; il doit être enrichi par une nouvelle analyse de cause racine.
- Si une opération de préventif ne révèle jamais d’usure : sa fréquence peut éventuellement être réduite pour optimiser les coûts et la disponibilité machine.
Cette boucle de rétroaction permet de passer d’un « préventif large » à un « préventif de précision ».
L’apport technologique : capteurs intelligents et data
La transition vers une maintenance de pointe s’appuie aujourd’hui sur des outils numériques qui démultiplient les capacités d’analyse des Méthodes.
La surveillance par capteurs intelligents
L’intégration de capteurs intelligents transforme la surveillance du parc machine. Ces outils permettent de détecter des dérives (vibrations, montées en température, pics de consommation, etc.) bien avant que la panne ne survienne. Plutôt que de réagir à une casse, l’expert analyse des courbes de performance. Ces données fournissent une preuve objective pour l’analyse des causes racines, permettant d’identifier précisément le moment et les conditions où la dérive a débuté.
Connectivité et diagnostic à distance
La possibilité de prendre la main à distance sur les automates et d’utiliser des interfaces connectées (tablettes, visio-assistance) accélère le processus de diagnostic. Le technicien sur place devient les « yeux » de l’expert méthodes, permettant une analyse en temps réel sans attendre le démontage complet de l’équipement. Cette réactivité est fondamentale pour capturer les données de la panne dans son contexte immédiat, facilitant ainsi la recherche de la cause racine.
L’avenir du métier : IA, connectivité et durabilité
L’évolution de la maintenance vers un modèle « zéro panne » s’inscrit dans une transformation profonde des compétences et des enjeux industriels.
L’intelligence artificielle comme assistant analytique
Demain, l’IA sera pleinement intégrée pour accompagner les experts dans la recherche des causes à venir. En analysant des volumes massifs de données historiques et de remontées de capteurs, l’IA pourra suggérer des corrélations que l’œil humain pourrait manquer, prédisant les pannes avec une plus forte précision. Le métier de technicien passera alors de la « clé de 12 » à la tablette de diagnostic et à l’analyse de données.
Les enjeux environnementaux et l’efficience énergétique
L’approche Méthodes intègre désormais une dimension environnementale forte. Réduire les pannes récurrentes, c’est aussi optimiser la durée de vie des composants et réduire la consommation énergétique des moteurs. Une machine parfaitement maintenue et réglée consomme moins et rejette moins de polluants (huiles, graisses). La maintenance entre ainsi dans un « cercle vertueux » où la performance technique rejoint les objectifs de décarbonation et de gestion durable des ressources.
L’application de l’approche « Méthodes » à la maintenance n’est pas une simple évolution technique, c’est un changement de paradigme. En plaçant l’analyse des causes racines au sommet de la stratégie opérationnelle, l’industrie peut enfin s’affranchir de la fatalité des pannes répétitives. Cette démarche transforme la maintenance en un pilier de la performance globale, garantissant non seulement la disponibilité des installations mais aussi leur amélioration continue dans un environnement de plus en plus complexe et automatisé.
Transformez votre maintenance curative en un levier de performance durable
Vous souhaitez auditer vos installations et concevoir des plans de maintenance préventive sur mesure ? Notre équipe vous accompagne dans l’analyse de vos causes racines et l’intégration de solutions connectées pour garantir une disponibilité maximale de vos équipements.
![[Entretien] Un partenariat au service de la disponibilité opérationnelle pour la Marine Nationale](https://mtksa.fr/wp-content/uploads/2026/04/7.png)
Mai 28, 2026 | Cas client, Industrie de la Défense
La logistique navale militaire ne tolère aucune approximation. Chaque pièce de rechange, chaque composant technique stocké est un maillon essentiel de la chaîne de maintenance qui permet aux navires de la Marine Nationale de remplir leurs missions en mer. Au cœur de ce dispositif, les stockeurs automatisés gérés par MTKSA jouent un rôle pivot.
Dans cette interview, M. Michoux, Responsable d’opérations, et Mme Clair, Chef de projet, au sein du Service de Soutien de la Flotte (SSF – Marine Nationale), reviennent sur les enjeux de leur collaboration avec MTKSA. À travers ce témoignage, ils soulignent comment une PME agile parvient à répondre aux standards rigoureux de la commande publique tout en apportant une plus-value technique et humaine indispensable à la maintenance de la flotte française.
Pouvez-vous nous présenter les missions du Service de Soutien de la Flotte (SSF) et l’importance stratégique de vos infrastructures de stockage ?
“Le Service de Soutien de la Flotte est chargé du maintien en condition opérationnelle (MCO) des navires de la Marine Nationale. Notre mission est de garantir une disponibilité technique optimale des navires au profit des forces opérationnelles. La chaîne logistique est un des maillons essentiels du processus de MCO : ce sont plusieurs millions de pièces de rechanges qui sont stockés par la Marine. Les stockeurs automatisés sont au cœur de ce dispositif : ils permettent un accès rapide et sécurisé aux composants critiques et sont essentiels à la performance du service.”
La gestion d’un parc de stockeurs automatisés pour une institution telle que la Marine Nationale impose une rigueur absolue, tant sur le plan technologique que sur le plan administratif. Le renouvellement des infrastructures de stockage n’est pas qu’une question de remplacement de matériel ; c’est une opération d’ingénierie complexe qui doit satisfaire l’exigence de continuité de service dans un mode dégradé pendant la durée des interventions sur site que l’on cherche à minimiser.
Fin 2025, un nouveau jalon a été posé par le SSF avec la notification d’un marché d’envergure sur plusieurs années. Ce contrat ne se limite pas à une simple maintenance préventive ; il englobe une phase majeure de rénovation et de modernisation de l’outil de stockage afin de lui redonner un potentiel d’utilisation supérieur à une décennie. Le défi est de taille : intervenir sur une vingtaine de machines mises en œuvre par les bases navales de Toulon et de Brest, sans jamais compromettre l’accès aux pièces de rechange nécessaires aux opérations en cours.
Ce projet illustre la transition d’un modèle de maintenance classique vers une approche de gestion de cycle de vie complet de l’équipement et un engagement de disponibilité. L’expertise de MTKSA intervient ici pour sécuriser cette transition, en apportant une vision prospective sur la pérennité des systèmes automatisés.
Quelles étaient les problématiques initiales qui vous ont conduits à solliciter l’expertise de MTKSA ?
“Nous étions confrontés au besoin de modernisation de nos systèmes de stockage automatisés au sein du service logistique de la Marine qui assure le stockage et la délivrance des pièces de rechange indispensables à l’entretien de notre flotte. Si MTKSA assurait déjà la maintenance courante dans le cadre du précédent marché, l’obsolescence de certains composants et la nécessité de garantir la performance de la chaîne logistique pour la décennie à venir appelaient une intervention plus profonde. L’enjeu était donc d’intégrer, dès l’amorce du nouveau contrat, une phase de rénovation pour garantir la fiabilité de notre outil industriel.”
L’analyse des problématiques initiales révèle un enjeu de Maintien en Condition Opérationnelle (MCO) critique pour la Marine Nationale. Le service logistique, en tant que dépositaire des pièces de rechange, ne peut tolérer aucune faille technique sous peine de dégrader l’entretien de la flotte. Si la maintenance courante assurée précédemment par MTKSA permettait un fonctionnement quotidien, l’apparition de l’obsolescence sur certains composants automatisés menaçait la fiabilité à court terme.
Face à ce constat, la stratégie adoptée a consisté à dépasser le simple cadre de l’entretien pour engager une modernisation structurelle. L’intégration d’une phase de rénovation lourde dès le début du nouveau contrat répond à une nécessité de transformation : il s’agit de sécuriser les infrastructures pour garantir une plus grande efficacité logistique. Cette démarche proactive permet de stabiliser le parc de stockeurs (une vingtaine de machines) et de prévenir les pannes critiques avant qu’elles n’impactent la disponibilité des rechanges dont les navires ont besoin.
Dans le cadre des marchés publics, quels ont été les facteurs déterminants qui ont permis à MTKSA de se distinguer des autres prestataires en compétition pour ce second marché ?
“En tant qu’organisme public, nous sommes régis par les principes de liberté d’accès et d’égalité de traitement des candidats. Lors de notre consultation, quatre candidats ont manifesté leur intérêt pour ce projet d’envergure. MTKSA a su se démarquer au terme de deux cycles de négociations approfondis. Au-delà de l’aspect financier, c’est la pertinence de leur offre technique et leur méthodologie de management de projet qui ont fait la différence. MTKSA a proposé le dimensionnement le plus cohérent par rapport à nos contraintes spécifiques, prouvant une parfaite compréhension de notre cahier des charges.”
La valeur ajoutée d’un partenaire comme MTKSA réside dans sa capacité à conjuguer haute technicité et agilité organisationnelle. Pour la Marine Nationale, travailler avec une PME capable de s’adapter en temps réel aux aléas opérationnels est un atout stratégique majeur.
L’agilité mentionnée par les experts ne se limite pas à une réactivité commerciale ; elle s’exprime sur le terrain par une faculté de remise en question permanente. Face aux contraintes topographiques des bases navales, où l’espace est une ressource rare et précieuse, MTKSA a su proposer des solutions transitoires innovantes. Par exemple, pour pallier l’indisponibilité de certaines machines nécessitant leur remplacement complet, l’entreprise a proposé la mise en place des systèmes de stockage provisoires sur étagères, facilitant ainsi la continuité de service durant la phase de chantier.
Cette approche proactive est d’autant plus importante que le calendrier d’intervention doit constamment s’ajuster à l’actualité opérationnelle de la Marine, laquelle peut évoluer de manière imprévisible. La capacité de MTKSA à « changer de pied » et à proposer des alternatives techniques crédibles en fonction des réalités du terrain est un facteur de maîtrise considérable pour le donneur d’ordre.
Comment jugez-vous la qualité de l’accompagnement technique et humain proposé par MTKSA depuis le début de votre collaboration ?
“Ce qui est particulièrement apprécié chez MTKSA, c’est le souci constant de la satisfaction client et l’immersion totale dans notre métier. Ils font preuve d’une agilité remarquable, une qualité que l’on retrouve souvent dans les structures à taille humaine et qui fait parfois défaut aux grands groupes. Un point essentiel est également leur persévérance technique. Nous avons récemment connu une panne critique sur un transstockeur, liée à des automates obsolètes. Là où d’autres auraient pu abandonner, les équipes de MTKSA ont multiplié les tests en usine et sont allées jusqu’à sourcer des composants spécifiques auprès de brokers pour rétablir le système. Cette détermination a permis de résoudre un problème qui menaçait l’accès à des pièces essentielles.”
L’excellence opérationnelle d’un prestataire se mesure à sa capacité à transformer une relation contractuelle en un véritable partenariat. L’accompagnement prodigué par MTKSA illustre cette synergie, où l’immersion métier devient le moteur de la performance. Pour une institution comme la Marine Nationale, l’agilité n’est pas un vain mot ; c’est une compétence structurelle qui permet à une PME de s’adapter aux protocoles rigoureux des bases navales tout en conservant une réactivité que l’inertie des grands groupes industriels ne permet pas toujours d’atteindre dans les mêmes conditions économiques.
Le retour d’expérience sur la panne critique du transstockeur démontre que la valeur ajoutée de MTKSA réside dans sa résilience technique et sa ténacité. Face à l’obsolescence d’automates – un défi majeur dans le maintien en condition opérationnelle (MCO) – MTKSA a déployé une stratégie de « sauvetage » technologique. En combinant des tests intensifs en usine et une recherche proactive de composants rares sur les marchés secondaires, MTKSA a fait preuve d’une détermination qui dépasse le simple cadre de l’assistance technique. Cet engagement a permis de lever un verrou logistique qui menaçait la maîtrise des délais de délivrance de pièces essentielles, prouvant que la fiabilité d’un parc automatisé repose autant sur l’expertise que sur la persévérance humaine.
Quelle est votre vision de l’évolution de ce partenariat ?
“La confiance des logisticiens en MTKSA s’est bâtie au fil des dernières années par le constat de la disponibilité de leurs équipes et la qualité du service rendu. Leur éloignement géographique de nos bases n’est en rien un frein à notre collaboration, car ils compensent par une ingénierie de pointe en amont. De plus, ils déploient des outils innovants de maintenance assistée par vidéo permettant des échanges en direct avec leurs experts basés à Lyon, optimisant ainsi les délais d’intervention.”
La réussite de ce partenariat repose sur une vision commune de l’innovation de service. MTKSA prouve que la distance géographique n’est pas une barrière dès lors que l’expertise technique est doublée d’outils numériques performants et d’une formation des utilisateurs à des diagnostics simples éventuellement guidés à distance. L’utilisation de la maintenance assistée par vidéo permet une hybridation entre l’intervention physique locale et le support expert à distance, réduisant drastiquement les temps d’arrêt machine dans nombre de cas. Ce modèle de service client, alliant compétence technique éprouvée et qualités humaines, garantit une relation de travail fluide et efficace. La Marine Nationale ne se contente plus d’être un simple client ; elle devient une référence ouvrant la porte à des opportunités pour MTKSA auprès d’autres industriels du secteur de la défense.
MTKSA démontre ainsi qu’une structure à taille humaine peut non seulement répondre aux exigences des plus hautes institutions de l’État, mais aussi les surpasser par sa persévérance et sa capacité d’innovation constante.
Comment résumer votre avis concernant MTKSA en quelques mots ?
“MTKSA allie une compétence technique irréprochable, une persévérance à toute épreuve et des qualités humaines qui garantissent une relation de travail fluide et efficace.”
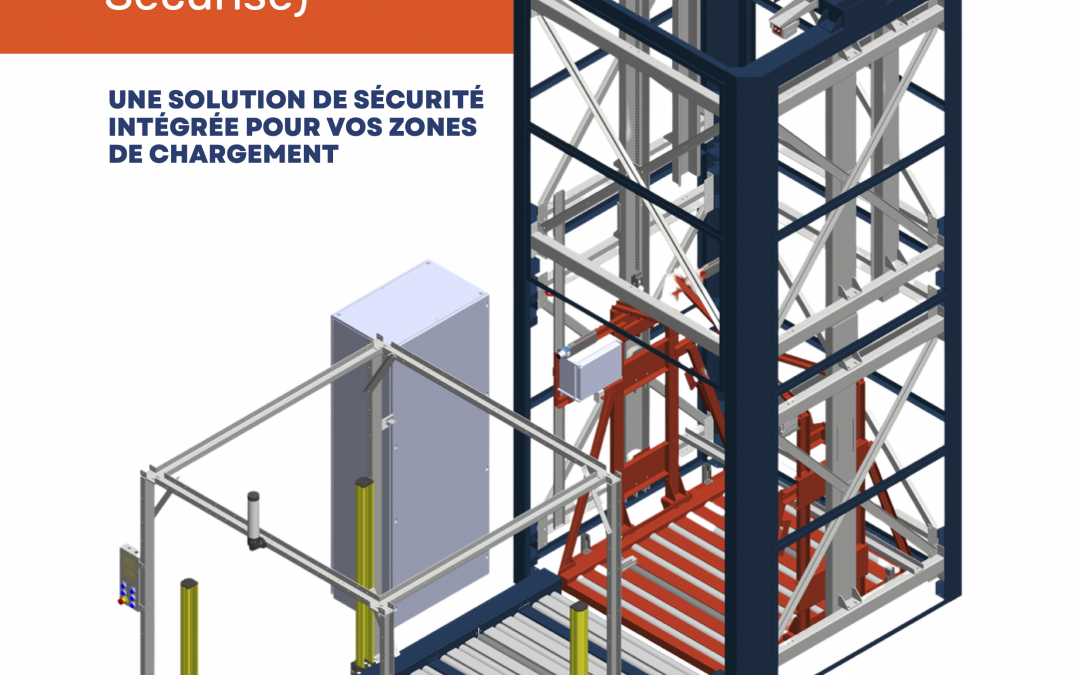
Mai 25, 2026 | Fiche technique, Revamping
Sécuriser les entrées et sorties de vos lignes de manutention de palettes est une exigence stricte de la directive machine. Les solutions traditionnelles de « muting » optique atteignent cependant leurs limites techniques : face à des charges incomplètes ou de format variable, un risque résiduel subsiste. Un opérateur pourrait alors pénétrer dans la zone dangereuse en même temps que la marchandise.
Pour traiter ce risque, MTKSA a conçu le SAS Automatique (Système d’Accès Sécurisé).
Une solution intégrée : l’alliance de la mécanique et de la détection de pointe
Le SAS MTKSA s’appuie sur la synergie entre une infrastructure mécanique robuste (convoyeurs, tunnels géométriques, portes rapides) et une intelligence de détection ultra-haute fréquence développée. Dans notre fiche produit, vous découvrirez comment cette approche globale permet de mettre en conformité vos installations tout en préservant votre productivité.
Pourquoi intégrer le SAS MTKSA à vos lignes intralogistiques ?
Notre document technique détaille les avantages opérationnels et normatifs du module :
- Zéro risque résiduel : Le SAS intègre des radars volumétriques capables de détecter les micro-mouvements, tels que la respiration ou le flux sanguin. Le système garantit l’absence totale de présence humaine (même inerte) avant tout redémarrage de l’installation.
- Réarmement automatique : Une fois la zone libérée et sécurisée par les radars, le SAS se réarme de manière autonome. Vos caristes n’ont plus à descendre de leur chariot ni à manœuvrer dangereusement pour valider le passage, ce qui fluidifie considérablement les cadences.
- Fiabilité en environnements extrêmes : Insensibles à la poussière, à la fumée ou aux variations thermiques, les capteurs garantissent un fonctionnement sans maintenance curative récurrente, limitant ainsi les faux déclenchements. Ils sont équipés d’une fonction anti-masking et d’un gyroscope de sécurité qui déclenche un arrêt d’urgence immédiat en cas de choc.
- Facilité de Rétrofit : Le module est pensé pour s’intégrer rapidement sur des architectures existantes, sans imposer d’arrêts de production prolongés.
- Évolutivité 4.0 : Le système est parfaitement compatible avec les flux opérés par des caristes manuels ainsi qu’avec des flottes automatisées de type AGV ou AMR.

Remplissez le formulaire pour télécharger la fiche produit

Mai 21, 2026 | Maintenance
Dans l’industrie de la logistique lourde, la performance d’une chaîne automatisée repose sur la fiabilité mécanique de ses maillons les plus sollicités : les convoyeurs et les élévateurs de palettes. Ces équipements, soumis à des cycles intensifs et à des charges massives, exigent une stratégie de maintenance qui dépasse le simple entretien curatif. Pour optimiser la longévité des composants de transmission, une compréhension fine des contraintes cinématiques et structurelles est indispensable.
L’analyse des contraintes mécaniques sur les convoyeurs à rouleaux et à chaînes
Les systèmes de convoyage de palettes ne sont pas de simples vecteurs de mouvement ; ils sont le siège de forces de friction et d’inertie considérables.
La gestion des pics de charge et de l’inertie
Si on prend l’exemple d’une palette de 1 200 kg, le démarrage et l’arrêt génèrent des couples de torsion élevés sur les arbres de transmission. Si le pilotage par variateur de vitesse permet d’adoucir les rampes d’accélération, la fatigue mécanique s’accumule au niveau des clavettes et des accouplements. Une vigilance particulière doit être portée à la coaxialité des motoréducteurs. Un défaut d’alignement, même millimétrique, induit des charges radiales excessives qui réduisent de 40% la durée de vie des roulements à billes.
L’usure abrasive et l’élongation des chaînes
Dans les convoyeurs à chaînes, le phénomène d’élongation est inévitable. Cependant, il est souvent accentué par une lubrification inadéquate ou une pollution ambiante.
- Le point critique : L’usure ne se situe pas sur les plaques extérieures, mais au niveau des axes et des douilles.
- Conséquence : Une chaîne détendue provoque des chocs lors des changements de direction ou des phases d’accumulation, entraînant une usure prématurée des pignons de traction.
Les élévateurs de palettes : des contraintes verticales extrêmes
L’élévateur de palettes est l’équipement le plus critique d’un système de transfert. Contrairement au convoyeur horizontal, il doit vaincre la gravité en permanence, ce qui modifie radicalement le profil de risque des composants.
La fatigue des câbles et des courroies de levage
Qu’il s’agisse de chaînes de levage ou de courroies crantées haute performance, ces organes sont soumis à des cycles de traction-flexion répétés. La vigilance doit se porter sur le diamètre d’enroulement. Un galet de renvoi trop petit ou légèrement grippé augmente la contrainte de flexion, provoquant des ruptures de fils internes dans les câbles acier ou des délaminages sur les courroies.
Le système de guidage et les forces de frottement
La verticalité parfaite du mât est le garant de la longévité du chariot mobile. Un défaut d’aplomb force les galets de guidage contre les rails, créant une résistance passive que le moteur doit compenser par une plus forte consommation électrique et une chauffe thermique. Le contrôle de l’usure des bandages de galets (souvent en polyuréthane) est un indicateur précurseur de problèmes d’alignement structurel.
Optimisation de la transmission : la triade “lubrification, tension, alignement »
Pour maximiser la disponibilité opérationnelle, l’expert en maintenance doit se concentrer sur trois piliers techniques.
La lubrification : de la quantité à la précision
Le sur-graissage est aussi préjudiciable que le sous-graissage. Dans les systèmes de transfert de charge, l’excès de graisse attire les poussières abrasives, créant une pâte qui agit comme du papier de verre sur les joints d’étanchéité. L’utilisation de systèmes de lubrification automatique monopoint, régulés selon le nombre de cycles réels de l’équipement, constitue la solution optimale pour maintenir un film d’huile constant sur les organes de transmission.
La maîtrise de la tension des organes de traction
Une tension excessive sur une courroie de transfert ou une chaîne de convoyeur surcharge les paliers du moteur. À l’inverse, une tension insuffisante génère des vibrations et des risques de saut de dent.
L’utilisation de tensiomètres fréquencemétriques est ainsi recommandée pour garantir que la tension de pose correspond strictement aux abaques du constructeur, éliminant ainsi l’approximation du « jugé » manuel.
L’alignement laser des transmissions
L’alignement traditionnel à la règle est insuffisant pour les systèmes haute cadence. L’alignement laser permet de corriger les désalignements angulaires et parallèles des poulies et pignons. Cette précision réduit drastiquement les vibrations, principales causes de desserrage des supports et de fissuration des soudures de châssis.
Le rôle de l’analyse vibratoire et thermique dans la maintenance prédictive
L’évolution vers l’industrie 4.0 permet de passer d’une maintenance systématique à une maintenance conditionnelle basée sur l’état réel des composants de transmission.
La signature vibratoire des roulements
Chaque roulement possède une signature vibratoire unique. En installant des capteurs accélérométriques sur les paliers des élévateurs, il est possible de détecter l’apparition de micro-écaillages sur les bagues de roulement bien avant que la défaillance ne survienne. Cela permet de planifier le remplacement lors d’un arrêt technique programmé, évitant ainsi l’arrêt de production coûteux.
La thermographie des motoréducteurs
Une augmentation anormale de la température d’un réducteur est souvent le signe d’une dégradation de l’huile (perte de viscosité) ou d’un engrenage sous-dimensionné pour la charge réelle transportée. Une inspection thermographique régulière permet d’identifier les zones de friction anormales sur les arbres de transmission et les boîtes de vitesses.
Les composants spécifiques : l’importance du choix des matériaux
La longévité d’un système de transfert dépend également de la qualité intrinsèque des pièces d’usure.
- Pignons traités par induction : Pour les convoyeurs lourds, l’utilisation de pignons dont les dents ont subi un traitement thermique superficiel permet de résister aux chocs répétés des maillons de chaîne.
- Revêtements de rouleaux : Le choix du revêtement (acier galvanisé, PVC, polyuréthane) doit être dicté par le coefficient de friction nécessaire au transfert. Un glissement excessif entre la palette et le rouleau n’use pas seulement la palette, mais crée une charge asymétrique sur les chaînes de distribution du convoyeur.
La maintenance des systèmes de transfert de charge ne peut se limiter à une vérification visuelle. Elle exige une approche rigoureuse basée sur la métrologie (mesure de tension, alignement laser) et le suivi des indicateurs physiques (vibrations, température). En isolant les contraintes spécifiques des élévateurs – dominées par la gravité et la flexion – de celles des convoyeurs – dominées par l’inertie et la friction – les responsables techniques peuvent prolonger de manière significative la vie utile des composants de transmission et garantir une productivité constante.
L’investissement dans des outils de précision et dans la qualité des composants de rechange s’avère, à terme, bien plus rentable que la gestion de pannes d’urgence sur des équipements dont la criticité est vitale pour le flux logistique.
Optimisez la fiabilité de vos installations dès aujourd’hui
La maîtrise des composants de transmission est une expertise qui nécessite un diagnostic précis. Pour aller plus loin dans l’audit de vos systèmes de transfert et bénéficier d’un accompagnement technique sur mesure pour vos convoyeurs et élévateurs de palettes, contactez-nous.

Mai 14, 2026 | Maintenance
Dans le secteur industriel et logistique contemporain, la performance ne se mesure plus seulement à la cadence de production, mais à la continuité de service des équipements de manutention. Au cœur de ces infrastructures, les élévateurs de palettes et les systèmes de transfert de charges constituent des organes critiques.
Historiquement, la maintenance de ces machines reposait sur un modèle curatif (réparation après panne) ou préventif (remplacement systématique selon un calendrier fixe). Cependant, l’émergence de la captation de données en temps réel via des capteurs intelligents marque une rupture technologique majeure. Cette transition du curatif vers le prédictif permet désormais de détecter les dérives mécaniques – notamment les points hauts et bas de fonctionnement – avant même que la rupture de flux ne survienne.
Les limites de l’approche traditionnelle face à la complexité mécanique
La maintenance des systèmes automatisés a longtemps été prisonnière d’un cycle réactif. Lorsqu’un élévateur de palettes subit une panne, l’impact sur la chaîne logistique est immédiat et coûteux.
Le fardeau du correctif et du préventif « large »
Le mode curatif, bien qu’inévitable dans certains cas, représente le scénario le plus défavorable : il impose un arrêt de production non planifié et nécessite une recherche de causes souvent longue, traditionnellement effectuée « à la clé de 12 ». Pour pallier cela, la maintenance préventive a été introduite. Toutefois, sans données précises, celle-ci est souvent calibrée de manière trop large. On remplace des composants encore fonctionnels par simple précaution, ou à l’inverse, on manque de vigilance sur des pièces sollicitées de manière atypique.
La complexité intrinsèque des équipements de transfert
Les solutions de manutention modernes reposent sur une synergie complexe entre l’automatisme, les motoréducteurs et les systèmes de transmission (rouleaux, convoyeurs, etc.). Chaque cycle de transfert de charge exerce des contraintes mécaniques variables. Sans une surveillance fine, il est impossible d’identifier l’usure prématurée d’un composant de transmission ou un léger déphasage dans l’automatisme avant que le blocage mécanique ne se produise.
La révolution de la captation de données en temps réel
L’intégration de capteurs intelligents transforme la machine en un objet communicant capable de livrer un diagnostic constant de son état de santé.
Des capteurs intelligents pour une surveillance active
Contrairement aux capteurs de fin de course traditionnels, les capteurs intelligents actuels ne se contentent pas de signaler une présence ou une position. Ils analysent des courbes de fonctionnement, des variations de tension, de vibrations ou de température. Ces outils permettent de remonter des informations structurées vers une interface de contrôle, offrant une visibilité totale sur l’installation, même à distance.
Détection des dérives : l’analyse des points hauts et bas
Le principe fondamental du prédictif réside dans la détection des « dérives ». Avant qu’une pièce ne rompe, son comportement mécanique change. La captation de données permet d’isoler :
- Les points hauts : Des pics de consommation électrique ou de couple sur un moteur, indiquant une résistance anormale ou un début de grippage.
- Les points bas : Des chutes de performance ou des ralentissements dans les temps de cycle qui signalent une perte d’efficacité ou un jeu mécanique excessif.
En analysant ces signaux faibles, le système alerte l’opérateur sur une anomalie spécifique, permettant d’intervenir « pile au bon moment » plutôt que d’attendre la casse.
L’analyse des données : du signal brut à l’expertise technique
La simple collecte de données ne suffit pas ; c’est l’analyse de ces dernières qui génère la valeur ajoutée et permet de basculer dans l’anticipation.
Identification des causes racines
L’un des avantages majeurs de l’usage des données est la capacité à réaliser des analyses de pannes (Root Cause Analysis) extrêmement précises. En croisant les historiques de dérives avec les interventions précédentes, les experts peuvent identifier si une panne récurrente est due à un défaut de conception, à une utilisation inadaptée de la machine (par exemple, surcharge) ou à un composant défectueux. Cette analyse permet d’adapter le plan de maintenance spécifiquement à chaque équipement plutôt que d’appliquer une recette générique.
Vers l’intégration de l’intelligence artificielle
L’étape suivante, déjà en cours d’intégration, est l’utilisation de l’IA pour traiter ces volumes de données. L’IA accompagne le technicien dans la recherche des causes à venir. Elle est capable de reconnaître des motifs (patterns) dans les courbes de fonctionnement que l’œil humain pourrait manquer, prédisant avec une précision croissante le moment optimal pour une intervention.
L’évolution du métier de technicien : de la mécanique à la donnée
L’arrivée de ces technologies modifie en profondeur l’expertise requise sur le terrain. Le technicien de maintenance ne se définit plus uniquement par sa capacité à réparer, mais par sa faculté à interpréter.
Le diagnostic assisté par tablette et interface connectée
L’image du technicien cherchant l’origine d’un bruit pendant des heures s’efface au profit d’une intervention ciblée. Grâce aux tablettes de diagnostic et aux interfaces connectées, le technicien accède en temps réel aux courbes de la machine. Il peut identifier précisément où se situent les points durs sans avoir à démonter l’intégralité de la structure.
Connectivité et support distant
La technologie permet également une meilleure collaboration. Un technicien sur site peut, via des solutions de visio-assistance ou de prise en main à distance, partager sa vision avec un expert en automatisme. Cette synergie permet d’appuyer sur le « bon bouton » ou de vérifier la « bonne valeur » instantanément, réduisant drastiquement les délais d’intervention.
Les enjeux de fiabilité et de durabilité
Au-delà de la disponibilité machine, l’intégration des capteurs intelligents répond à des exigences industrielles de plus en plus strictes en matière d’efficacité énergétique et d’écologie.
Optimisation énergétique et dimensionnement
L’analyse fine des données permet de comprendre la sollicitation réelle des moteurs. À terme, cela conduit à une réduction de la taille des moteurs et de la consommation électrique, en ajustant la puissance au besoin réel observé par les capteurs.
Vers un cercle vertueux de maintenance
Une maintenance mieux ciblée signifie moins de pièces remplacées inutilement et une meilleure gestion des fluides (huiles, graisses). En anticipant les dérives, on évite les ruptures brutales qui peuvent entraîner des fuites ou des dommages collatéraux sur l’environnement machine. La maintenance s’inscrit alors dans une démarche de durabilité où l’on cherche à prolonger la vie de l’équipement tout en minimisant son empreinte.
Le passage du curatif au prédictif n’est pas une simple évolution technologique, c’est un changement de paradigme. En plaçant les capteurs intelligents au cœur de la chaîne logistique, les entreprises s’offrent une « assurance vie » pour leur flux.
La capacité à détecter les dérives mécaniques (points hauts/bas) avant la rupture garantit une disponibilité maximale des installations, transforme le rôle des techniciens en experts de la donnée et optimise l’impact environnemental des sites industriels. Bien que l’intervention humaine reste indispensable pour l’acte physique de réparation, c’est l’intelligence de la donnée qui dicte désormais le rythme d’une logistique sans faille.
Prêt à transformer votre maintenance et à sécuriser vos flux logistiques ?
Ne laissez plus l’imprévu dicter la performance de votre chaîne logistique. En passant d’une maintenance subie à une stratégie prédictive, vous garantissez la disponibilité maximale de vos installations de transfert de charges.
Nos experts vous accompagnent pour transformer vos données en levier de fiabilité et anticiper chaque dérive mécanique avant la rupture de flux.
