
Juin 10, 2026 | Fiche technique, Industrie de la Défense, Projet intralogistique, Revamping
Assurer la disponibilité technique des navires nécessite des solutions logistiques agiles et durables. Découvrez dans cette étude de cas le rétrofit des stockeurs automatisés de la Marine Nationale opéré par MTKSA. Entre modernisation technologique et optimisation budgétaire, ce projet de grande envergure illustre comment le maintien en condition opérationnelle de 20 équipements stratégiques garantit la performance durable du Service de Soutien de la Flotte.
Cette étude de cas présente la collaboration entre MTKSA et le Service de Soutien de la Flotte (SSF) de la Marine Nationale, visant à assurer la disponibilité technique des navires grâce au maintien en condition opérationnelle et à la modernisation de leurs systèmes de stockage.
Périmètre du projet :
- Durée et budget : Le contrat s’étend sur 7 ans, incluant une phase de rénovation initiale de 2,5 ans, pour un budget total d’au moins 8 M€.
- Parc machine : L’intervention concerne 20 stockeurs automatisés (9 transstockeurs, 10 stockeurs rotatifs et 6 stockeurs linéaires) répartis dans trois bâtiments sur deux bases navales.
- Problématique : L’obsolescence des composants électroniques rendait difficile l’approvisionnement en pièces de rechange, menaçant la disponibilité des stocks destinés aux navires.
Services de maintenance et modernisation :
- Maintenance : MTKSA assure un suivi préventif planifié et un service de support (SAV/hotline) pour garantir la fiabilité des équipements, réduire le risque de panne majeure et renforcer la sécurité des opérateurs.
- Rétrofit : Cette approche permet de moderniser les installations sans modifier la structure métallique, offrant un gain de coût de 40% à 60% par rapport à une machine neuve. Les modernisations incluent :
- Systèmes de commande et IHM : Remplacement des automates obsolètes et installation d’écrans tactiles intuitifs.
- Architecture : Évolution vers une indépendance technique des unités pour permettre des maintenances isolées.
- Composants techniques : Remplacement des pièces d’usure, mise en place de nouveaux variateurs de fréquence, capteurs de précision (télémètres laser) et dispositifs de sécurité renforcés.
Approche opérationnelle :
MTKSA adapte ses interventions aux contraintes de la défense par son agilité face aux imprévus, son conseil en gestion de flux logistique et une relation de proximité favorisant le transfert de compétences.
Remplissez le formulaire pour télécharger cette étude de cas
Mai 25, 2026 | Fiche technique, Revamping
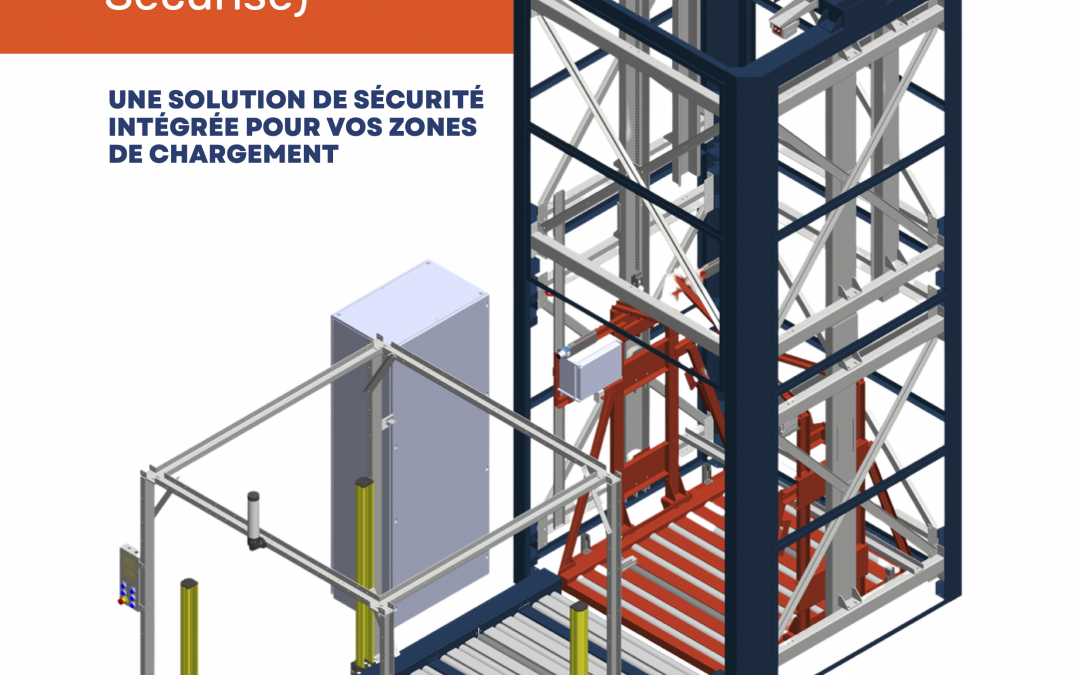
Sécuriser les entrées et sorties de vos lignes de manutention de palettes est une exigence stricte de la directive machine. Les solutions traditionnelles de « muting » optique atteignent cependant leurs limites techniques : face à des charges incomplètes ou de format variable, un risque résiduel subsiste. Un opérateur pourrait alors pénétrer dans la zone dangereuse en même temps que la marchandise.
Pour traiter ce risque, MTKSA a conçu le SAS Automatique (Système d’Accès Sécurisé).
Une solution intégrée : l’alliance de la mécanique et de la détection de pointe
Le SAS MTKSA s’appuie sur la synergie entre une infrastructure mécanique robuste (convoyeurs, tunnels géométriques, portes rapides) et une intelligence de détection ultra-haute fréquence développée. Dans notre fiche produit, vous découvrirez comment cette approche globale permet de mettre en conformité vos installations tout en préservant votre productivité.
Pourquoi intégrer le SAS MTKSA à vos lignes intralogistiques ?
Notre document technique détaille les avantages opérationnels et normatifs du module :
- Zéro risque résiduel : Le SAS intègre des radars volumétriques capables de détecter les micro-mouvements, tels que la respiration ou le flux sanguin. Le système garantit l’absence totale de présence humaine (même inerte) avant tout redémarrage de l’installation.
- Réarmement automatique : Une fois la zone libérée et sécurisée par les radars, le SAS se réarme de manière autonome. Vos caristes n’ont plus à descendre de leur chariot ni à manœuvrer dangereusement pour valider le passage, ce qui fluidifie considérablement les cadences.
- Fiabilité en environnements extrêmes : Insensibles à la poussière, à la fumée ou aux variations thermiques, les capteurs garantissent un fonctionnement sans maintenance curative récurrente, limitant ainsi les faux déclenchements. Ils sont équipés d’une fonction anti-masking et d’un gyroscope de sécurité qui déclenche un arrêt d’urgence immédiat en cas de choc.
- Facilité de Rétrofit : Le module est pensé pour s’intégrer rapidement sur des architectures existantes, sans imposer d’arrêts de production prolongés.
- Évolutivité 4.0 : Le système est parfaitement compatible avec les flux opérés par des caristes manuels ainsi qu’avec des flottes automatisées de type AGV ou AMR.

Remplissez le formulaire pour télécharger la fiche produit

Avr 23, 2026 | Revamping
Dans un paysage industriel marqué par une accélération constante des cycles technologiques, les entreprises font face à un dilemme stratégique majeur : comment maintenir la performance de leurs outils de production sans céder à la politique du remplacement systématique ? La manutention et le stockage automatisé, piliers de la logistique interne, sont particulièrement exposés à l’obsolescence technique. Pour répondre à cet enjeu, le rétrofit s’impose comme une discipline d’ingénierie à part entière, permettant de régénérer des installations existantes pour les porter aux standards de performance actuels.
La méthodologie développée par MTKSA dans ce domaine repose sur une approche où l’analyse critique du besoin client et la maîtrise des systèmes complexes permettent de transformer une installation vieillissante en un levier de productivité durable.
L’obsolescence technique : un défi de continuité opérationnelle
Le vieillissement des systèmes de stockage automatisés ne signifie pas nécessairement la fin de leur utilité structurelle. Souvent, la charpente métallique et les éléments lourds conservent leur intégrité, tandis que les composants électroniques, les automates et les systèmes informatiques deviennent introuvables sur le marché ou incompatibles avec les réseaux modernes.
Le diagnostic de l’existant
Le point de départ de tout projet de modernisation est une analyse approfondie de l’état des machines et du traitement de leur obsolescence. Cette phase d’expertise permet d’identifier les composants critiques dont la défaillance paralyserait l’ensemble de la chaîne logistique. Le rétrofit ne consiste pas en une simple réparation, mais en une réingénierie ciblée visant à sécuriser le maintien en conditions opérationnelles (MCO) sur le long terme.
La rupture technologique sans la destruction
Remplacer une installation complète de stockage automatisé représente un investissement colossal, assorti de risques opérationnels majeurs liés à l’arrêt prolongé de l’activité. Le savoir-faire technique permet d’intervenir “chirurgicalement” sur les systèmes. En remplaçant les couches d’automatisme et de pilotage informatique, il est possible de redonner une agilité moderne à une structure mécanique éprouvée, tout en évitant les coûts de génie civil et de déconstruction.
La méthodologie MTKSA : de l’étude à la projection stratégique
La valeur ajoutée d’une modernisation réussie réside dans la capacité à sortir du cadre strictement technique pour embrasser une vision globale de la logistique du site.
L’ingénierie centrée sur le flux
L’approche technique privilégie la compréhension du flux réel de l’utilisateur plutôt que les spécifications initiales de la machine. Lors de la phase de conception du rétrofit, l’objectif est d’adapter la solution aux évolutions du besoin client. Si les cadences ou les types de charges ont évolué depuis l’installation d’origine, la modernisation est l’occasion d’ajuster les cinématiques et les algorithmes de pilotage pour optimiser la fluidité des transferts.
Le plan directeur logistique
Une modernisation experte ne se contente pas de traiter le présent ; elle s’inscrit dans un plan directeur à long terme. Cette démarche consiste à projeter le fonctionnement de l’outil industriel sur des horizons de plusieurs années, 10, 15 voire jusqu’à 20 ans. En élaborant des dossiers de planification stratégique, l’ingénierie permet aux décideurs de visualiser la trajectoire de performance de leur outil de production et de planifier les investissements de rénovation de manière séquencée.
La modernisation comme alternative durable et rentable
Le choix du rétrofit face au remplacement à neuf s’appuie sur des arguments techniques et économiques rigoureux qui valorisent l’actif industriel existant.
Optimisation du retour sur investissement (ROI)
Le coût d’une modernisation profonde est significativement inférieur à celui d’une installation neuve équivalente. En capitalisant sur la structure mécanique existante, l’entreprise réduit son besoin en capital tout en bénéficiant des dernières innovations en matière de capteurs, de variateurs de vitesse et de logiciels de gestion d’entrepôt. Cette rentabilité est immédiate par la réduction des coûts de maintenance liés à l’élimination des pièces obsolètes.
Réduction des délais d’intervention
Un chantier de remplacement complet peut durer plusieurs mois et désorganiser totalement une chaîne logistique. À l’inverse, le rétrofit technique permet des interventions par étapes ou lors de fenêtres de maintenance planifiées. L’expertise dans la gestion de ces chantiers complexes assure un redémarrage rapide de l’outil industriel avec un niveau de fiabilité garanti.
L’expertise dans les systèmes complexes et critiques
Intervenir sur des machines conçues par d’autres constructeurs, parfois disparus, exige de multiples compétences englobant la mécanique, l’électrique, l’automatisme et l’informatique.
Une approche multifacette
La rénovation de systèmes de manutention lourds ou de stockage automatisé requiert une maîtrise totale de l’interaction entre les différentes couches technologiques. Il ne s’agit pas seulement d’installer de nouveaux composants, mais de s’assurer que l’intelligence du système (l’automate et le logiciel) communique parfaitement avec les organes mécaniques anciens. Cette capacité à intervenir sur des technologies variées est le gage d’une modernisation sans faille.
La sécurisation des actifs critiques
Pour certaines installations dont le rôle est vital pour l’activité, la rénovation est souvent la seule option viable en raison de l’impossibilité technique de reconstruire à l’identique dans des espaces contraints. L’ingénierie de pointe permet alors de concevoir des solutions de remplacement spécifiques qui s’insèrent dans l’existant, garantissant une pérennité que le constructeur d’origine ne pouvait parfois plus assurer.
L’innovation au service de la productivité industrielle
Le rétrofit moderne intègre désormais des outils de pointe pour accélérer la phase de conception et sécuriser la mise en œuvre technique.
L’apport de l’intelligence technologique
L’utilisation de technologies avancées permet d’analyser des masses de données techniques en un temps record. Lors de la comparaison de contrats de maintenance ou de spécifications de composants, ces outils permettent de détecter les failles de couverture ou les opportunités d’amélioration de la performance. Cette amélioration de la productivité dans l’ingénierie se traduit par des solutions de modernisation plus précises et plus réactives.
Vers une maintenance prédictive
La modernisation des systèmes est aussi l’occasion d’implémenter des outils de diagnostic modernes. En équipant les machines rénovées de capacités de communication de données, le rétrofit transforme un équipement passif en un outil connecté capable de signaler ses besoins de maintenance avant la panne. C’est ce saut technologique qui assure la performance durable de l’installation régénérée.
Le rétrofit n’est pas une solution de repli, mais une stratégie de gestion d’actifs visionnaire. En conciliant la robustesse des structures existantes avec l’agilité des nouvelles technologies, MTKSA démontre que la modernisation est la voie la plus efficace pour concilier performance industrielle et responsabilité économique. Cette expertise permet aux entreprises de transformer une menace d’obsolescence en une opportunité de montée en gamme technologique, sans les contraintes d’un remplacement total.
Faire le choix de la modernisation, c’est valoriser le patrimoine industriel tout en se projetant sereinement vers les défis logistiques de demain.
Redonnez une longueur d’avance à vos installations
Vos systèmes de stockage automatisés montrent des signes de fatigue ou d’obsolescence ? Ne laissez pas l’arrêt technique paralyser votre activité.
Confiez l’analyse de vos équipements aux experts de MTKSA. Nous élaborerons pour vous une stratégie de rétrofit sur mesure, capable de porter vos installations existantes vers de nouveaux sommets de performance et de fiabilité.

Fév 26, 2026 | Industrie de la Défense, Logistique entrepôt, Revamping
Dans l’univers impitoyable de la chaîne d’approvisionnement moderne, l’obsolescence est une menace insidieuse. Elle s’installe progressivement au cœur de vos entrepôts : une pièce de rechange introuvable, un automate programmable qui ne se met plus à jour, un système de sécurité qui n’est plus aux normes, ou des micro-arrêts qui rongent silencieusement votre Taux de Rendement Synthétique (TRS). Jusqu’au jour où l’équipement critique s’arrête, paralysant l’intégralité de vos expéditions.
Face à cette dégradation inéluctable, les décideurs financiers et industriels se croient souvent enfermés dans un dilemme binaire. D’un côté, l’investissement de remplacement complet (CapEx massif, arrêt de production de plusieurs mois, destruction de la structure existante). De l’autre, le statu quo (la maintenance « pompier », coûteuse et risquée).
Il existe pourtant une troisième voie, bien plus stratégique et économiquement rationnelle : le rewamping intralogistique. Loin d’être un simple dépannage, le rewamping consiste à extraire le « cerveau » vieillissant de vos machines tout en conservant leur « squelette » mécanique (souvent conçu pour durer des décennies), afin d’y insuffler les technologies de l’Industrie 4.0.
Mais comment s’assurer que cet investissement sera rentable ? La théorie du rewamping ne vaut que si elle se vérifie par des résultats opérationnels tangibles. Pour vous aider à franchir le pas, MTKSA décrypte pour vous 5 études de cas réelles, chiffres à l’appui, démontrant comment le rewamping transforme des installations obsolètes en véritables leviers de croissance avec un Retour sur Investissement (ROI) foudroyant.
Qu’est-ce que le Rewamping Intralogistique ?
Avant d’explorer nos cas d’usage, il est crucial de bien définir le périmètre d’une opération de rewamping (également appelée modernisation ou rétrofit lourd). Contrairement à la maintenance palliative qui vise juste à redémarrer une ligne, le rewamping est une opération systémique qui touche aux trois piliers de votre machine :
- L’Automatisme (Le Cerveau) : Remplacement des automates obsolètes (type Siemens S5 ou Schneider PL7) par des processeurs de dernière génération (S7, TIA Portal), permettant l’interconnexion avec votre ERP ou votre WMS.
- L’Électrique et le Mouvement (Le Système Nerveux) : Mise à niveau des armoires de puissance, intégration de nouveaux variateurs de fréquence intelligents et de motoréducteurs à haut rendement énergétique.
- La Sécurité (Le Bouclier) : Mise en conformité stricte avec les directives européennes (comme la norme NF EN 528 pour les transtockeurs) via l’intégration de barrières immatérielles, de sas et de radars volumétriques.
L’objectif ? Repartir pour un cycle de vie de 15 à 20 ans, avec un investissement représentant généralement entre 25 % et 50 % du coût d’une machine neuve.
5 Études de Cas : La preuve du ROI par le terrain
Voici comment l’ingénierie de MTKSA a permis à cinq entreprises de secteurs très différents de surmonter leurs défis opérationnels grâce au rewamping.
Cas #1 : Log’S – +300% de productivité sur les flux verticaux
Le Contexte : Le groupe Log’S, acteur majeur de la prestation logistique (3PL), gère des flux à très haute densité sur des mezzanines multi-niveaux. L’efficacité de ce stockage était bridée par l’obsolescence du système d’acheminement des palettes, causant des arrêts fréquents et limitant le débit à 20 palettes par heure. L’achat d’un système neuf était estimé à plus d’un million d’euros. L’Intervention MTKSA : Rénovation complète des systèmes de contrôle et refonte des flux physiques d’entrée et de sortie des monte-charges. Le ROI Concret :
- Débit explosif : La cadence est passée de 20 à plus de 60 palettes par heure (+ 300 %), permettant d’absorber de nouveaux clients sans pousser les murs.
- Économies massives : L’élimination des pannes a permis d’économiser environ 180 000 € de temps d’arrêt annuel.
- Rentabilité : Avec un investissement de rewamping bien inférieur à l’achat du neuf, le ROI sur 5 ans a atteint le chiffre spectaculaire de 533 %. L’installation est, selon la direction, « 100 % opérationnelle et fiable ».
Cas #2 : Ministère des Armées – Disponibilité 24/7 et Souveraineté
Le Contexte : Les bases logistiques de l’aéronautique navale gèrent des pièces critiques pour la maintenance des aéronefs de la Marine Nationale. Les systèmes de stockage automatisés (girostockeurs) vieillissants menaçaient le Maintien en Condition Opérationnelle (MCO). Une panne prolongée ici ne coûte pas que de l’argent ; elle impacte la capacité de défense du pays. L’Intervention MTKSA : Migration des automates obsolètes vers des plateformes standardisées, rétrofit sécuritaire complet, et surtout, traduction et francisation de toute la documentation technique pour une appropriation totale par les services de l’État. Le ROI Concret :
- Disponibilité absolue : La disponibilité technique est remontée au-delà de 98 %, avec un taux de satisfaction mesuré à 100 % depuis 2016.
- Indépendance technologique : Le Ministère s’est affranchi de la dépendance envers le constructeur étranger d’origine pour ses pièces de rechange, reprenant le plein contrôle souverain de ses équipements logistiques.
Cas #3 : Sous-traitance Automobile – Un transtockeur modernisé en 14 jours chrono
Le Contexte : Un acteur de l’automobile était paralysé par un transtockeur de 22 ans tournant sous une technologie Siemens S5. La productivité était en chute libre et un remplacement à neuf exigeait 8 semaines d’arrêt d’usine (impossible pour ce fournisseur en flux tendu). L’Intervention MTKSA : Préparation du nouvel automatisme en atelier (Shadow Mode). Lors de la fermeture estivale de 2 semaines, nos équipes ont opéré la bascule : migration vers Siemens S7-1500, intégration de télémètres laser de positionnement (au millimètre près) et installation de variateurs SEW à régénération d’énergie. Le ROI Concret :
- Rapidité d’exécution : Zéro perte de production, l’installation ayant été faite durant les congés.
- Performance et écologie : La productivité du transtockeur a bondi de +30 %, tandis que la facture électrique de la machine a baissé de 15 %. Le Payback (temps de retour) a été atteint en seulement 18 mois.
Cas #4 : Industrie Agroalimentaire – Vaincre l’humidité par l’intelligence
Le Contexte : Dans une usine de transformation alimentaire, une ligne de convoyage subissait des pannes hebdomadaires en raison des lavages haute pression et de l’humidité ambiante, qui détruisaient les cellules optiques et les moteurs classiques. L’Intervention MTKSA : Remplacement ciblé de la motorisation par des motoréducteurs à carter lisse (IP69K, étanches et lavables). Côté détection, déploiement de capteurs intelligents connectés via IO-Link. Le ROI Concret :
- Éradication des pannes : La disponibilité de la ligne est devenue quasi-totale.
- Maintenance prédictive : Grâce au réseau IO-Link, le capteur alerte lui-même l’automate s’il s’encrasse avant de tomber en défaut. La maintenance est passée de curative (urgente) à prédictive (anticipée).
Cas #5 : Centre de Tri Logistique – +15% de capacité par la vision 3D
Le Contexte : Un logisticien E-commerce saturait sur son système de tri (sorter) incapable de gérer l’hétérogénéité des nouveaux formats d’emballage, générant trop de rejets manuels. L’Intervention MTKSA : Plutôt que de remplacer la mécanique lourde du trieur, nos ingénieurs ont modernisé la « couche de perception ». Intégration de caméras modernes capables de reconstruire le volume des objets en 3D en temps réel, couplée à une mise à jour du logiciel de pilotage (WCS) pour un « pas de tri » dynamique. Le ROI Concret :
- Capacité démultipliée : Réduction de l’espacement inutile entre les colis, augmentant le débit global de 15 %.
- Précision chirurgicale : Le taux de lecture est passé de 95 % à 99,5 %, réduisant drastiquement les coûts liés au retraitement manuel des colis non reconnus.
L’Écosystème MTKSA : Vos partenaires pour sécuriser l’avenir
L’analyse de ces 5 études de cas démontre une réalité implacable : le rewamping n’est pas une dépense de réparation, c’est une stratégie d’investissement chirurgicale à très haut rendement.
Cependant, réussir la modernisation d’une machine en activité exige une méthodologie rigoureuse et des composants de classe mondiale. En tant qu’intégrateur français indépendant, MTKSA s’entoure d’un écosystème de partenaires technologiques d’excellence pour bâtir l’intelligence de vos futurs systèmes :
- Leuze : Pour l’intégration des capteurs de pointe, des radars anti-intrusion volumétriques (LBK) et des scanners laser de sécurité garantissant votre mise en conformité (Norme EN 528).
- KEB : Pour l’électronique de puissance, le motion control (variateurs) assurant des mouvements fluides qui doublent la durée de vie de votre mécanique.
- Lyon Industrie Services (LIS) : Pour la conception, la mise aux normes et le câblage irréprochable de vos armoires électriques industrielles.
Votre installation logistique a plus de 10 ans ? Ne subissez plus les micro-arrêts et l’obsolescence ! Ne prenez pas la décision coûteuse d’un remplacement à neuf sans avoir exploré le potentiel caché de votre entrepôt. Contactez le bureau d’études de MTKSA pour un audit de faisabilité.
Vous souhaitez voir l’intégration de ces technologies de vos propres yeux ? Planifiez dès aujourd’hui votre visite privée dans notre Showroom technologique de Beynost, et calculez avec nos ingénieurs le ROI de votre futur projet de rewamping !

Fév 19, 2026 | Revamping
Dans l’industrie logistique, l’obsolescence est une menace silencieuse. Elle s’installe progressivement : une panne aléatoire par-ci, une pièce détachée introuvable par-là, jusqu’au jour où le système critique s’arrête, paralysant l’ensemble de la chaîne de production.
C’est exactement le scénario auquel faisait face l’un de nos clients, un acteur majeur de la sous-traitance automobile, dont l’entrepôt automatisé vieux de 22 ans était devenu le goulot d’étranglement de l’usine.
Plutôt que de raser l’existant pour reconstruire à neuf – un investissement colossal et chronophage – ce client a choisi l’approche chirurgicale : le revamping (ou rétrofit) complet de son installation par MTKSA.
Résultat ? Une installation remise aux normes, une disponibilité machine remontée à 99,8%, et un gain de productivité global de 30%.
Dans cette étude de cas technique, nous décortiquons, étape par étape, comment nous avons transformé une « épave technologique » en une bête de course logistique 4.0.
1. Le contexte : Une installation « en fin de vie »
Notre client opère dans le secteur tendu du « Just-In-Time ». Son magasin automatique est le poumon de l’usine : il stocke les produits semi-finis entre la production et l’assemblage final.
La fiche d’identité de l’installation initiale
- Mise en service : 1992.
- Type de matériel : Transtockeur mono-mât pour palettes Europe (800×1200).
- Hauteur : 14 mètres.
- Capacité : 4 500 emplacements.
- Technologie de contrôle : Automates Siemens S5 (technologie des années 90).
- Positionnement : Codeurs incrémentaux.
- Communication : Liaisons série et nappes parallèles.
Les symptômes de la crise
Lors de notre premier audit sur site, le Responsable Maintenance nous a décrit un quotidien devenu infernal :
- Obsolescence Automatisme : La gamme Siemens S5 n’est plus maintenue par le constructeur depuis des années. Les cartes d’entrée/sortie se négociaient à prix d’or sur le marché de l’occasion (eBay, brokers spécialisés), sans garantie de fiabilité.
- Pannes à répétition : Le taux de disponibilité était tombé sous la barre critique des 85%. Les arrêts étaient souvent dus à des défauts de positionnement (jeu mécanique) ou à des « plantages » inexpliqués de l’automate nécessitant un redémarrage complet.
- Sécurité obsolète : L’installation respectait les normes de 1992, mais était loin des exigences de la Norme EN 528 actuelle. Les zones de maintenance n’étaient pas sécurisées, et les vitesses n’étaient pas contrôlées par l’automate de sécurité.
- Interface WMS impossible : Le vieux système ne pouvait pas communiquer efficacement avec le nouvel ERP (SAP) que le groupe souhaitait déployer. Les opérateurs devaient parfois saisir manuellement les ordres de mouvement.
2. Le dilemme Décisionnel : Remplacer ou Moderniser ?
Face à ce constat, la Direction Générale du client hésitait entre deux scénarios. MTKSA a accompagné cette phase d’aide à la décision en chiffrant les deux options.
Option A : Le remplacement à neuf
- Le projet : Démontage complet du transtockeur et du rayonnage, génie civil, installation d’une nouvelle machine.
- Coût estimé : 100% (Base de référence).
- Arrêt de production : 3 mois (démontage + montage).
- Risque : Impact majeur sur la production, nécessité de louer un entrepôt externe pendant les travaux.
Option B : Le revamping (Solution MTKSA)
- Le projet : Conservation de la structure métallique (rayonnages et structure du transtockeur qui étaient sains), remplacement de toute l’armoire électrique, des moteurs, des capteurs et de l’intelligence (WCS).
- Coût estimé : 40 à 50% du prix du neuf.
- Arrêt de production : 3 semaines (réalisable pendant la fermeture annuelle d’août).
- Avantage : ROI rapide (- de 3 ans) et impact minime sur l’activité.
Le choix a été sans appel : Le revamping a été validé.
3. L’audit technique et la définition de la solution
Avant de toucher au moindre boulon, le Bureau d’Études MTKSA a réalisé une analyse fonctionnelle et organique détaillée. L’objectif n’était pas seulement de « réparer », mais d’optimiser.
Le diagnostic mécanique
La structure était robuste. Cependant, les pièces en mouvement étaient fatigués :
- Galets de roulement : Les bandages polyuréthane étaient craquelés, créant des vibrations qui perturbaient les capteurs.
- Câbles de levage : Signes d’usure, à remplacer impérativement.
- Guidage : Les rails de guidage présentaient des défauts d’alignement mineurs.
La solution électrique et automatisme proposée
Nous avons conçu une architecture ouverte et pérenne, basée sur des standards du marché pour garantir la maintenabilité future (non-propriétaire).
- Cœur du système (API) : Migration vers un automate Siemens S7-1500 (TIA Portal). C’est le standard actuel, offrant puissance de calcul et diagnostic intégré.
- Variation de vitesse : Remplacement des vieux variateurs DC par des variateurs de fréquence SEW MOVIDRIVE de dernière génération, avec modules de régénération d’énergie (réinjection du courant dans le réseau lors de la descente de la charge).
- Positionnement : Suppression de la mécanique (codeurs roues). Installation de télémètres laser longue portée (Sick ou Leuze) pour une répétabilité absolue (+/- 1mm) en X (translation) et Y (levage), insensible à l’usure des roues ou au patinage.
- Transmission de données : Remplacement des guirlandes de câbles et des rails conducteurs par une communication optique (Leuze DDLS) pour le bus de terrain (PROFINET). Fini les câbles coupés par la fatigue.
4. La mise en oeuvre : Une opération « commando »
Le défi majeur de ce projet n’était pas technique, mais temporel. Nous disposions d’une fenêtre de tir de 14 jours (fermeture d’été) pour tout remplacer, tester et redémarrer.
Phase 1 : Préparation en atelier (Le « Jumeau Numérique »)
Pour tenir ce délai, l’improvisation était interdite.
- Câblage des armoires : Les nouvelles armoires électriques ont été entièrement câblées et testées dans nos ateliers à Lyon.
- Programmation et Simulation : Nos automaticiens ont développé le programme sous TIA Portal et l’ont testé sur une maquette numérique. Nous avons simulé les cycles, les défauts et les échanges avec le WMS client avant même d’arriver sur site.
Phase 2 : Le chantier (J-0 à J-10)
Dès l’arrêt de la production :
- Démontage (3 jours) : Dépose de l’ancienne armoire embarquée, des kilomètres de câbles obsolètes, des anciens moteurs et des cames au sol. Nettoyage complet de la structure.
- Installation Mécanique (3 jours) : Pose des nouveaux blocs moteurs (plus compacts et puissants), changement des galets, installation des supports laser.
- Installation Électrique (4 jours) : Pose de la nouvelle armoire, tirage des nouveaux câbles (Bus de terrain, Puissance, Sécurité), installation du système de transmission optique.
Phase 3 : Mise en service et optimisation (J-11 à J-14)
Une fois le « Jus » mis :
- Réglage des axes : Paramétrage des boucles d’asservissement des variateurs. C’est ici que se joue la performance. Contrairement à l’ancien système qui avait des rampes d’accélération « molles » pour ménager la mécanique, les nouveaux variateurs permettent des courbes en « S » optimisées, réduisant les à-coups tout en augmentant l’accélération.
- Tests de sécurité (SAT) : Validation des arrêts d’urgence, des vitesses limites selon la norme EN 528.
5. Les résultats : Analyse des gains (ROI)
Trois mois après la remise en route, nous avons réalisé un bilan de performance avec le client. Les chiffres dépassaient les attentes initiales.
1. Gain de productivité : +30%
C’est le chiffre clé de cette étude de cas. Comment avons-nous obtenu 30% de flux en plus avec la même structure mécanique ?
- Vitesse et accélération : Les nouveaux moteurs et variateurs ont permis d’augmenter la performance globale de déplacement du transtockeur.
- Cycles combinés : Optimisation de la gestion des flux de palettes.
- Optimisation du stockage : La fonction WCS a permis d’optimiser la localisation des produits à forte rotation au plus près des postes de picking.
2. Fiabilité et disponibilité : 99,8%
Le taux de disponibilité est passé de <85% à >99%.
- Finis les défauts de positionnement.
- Finis les arrêts pour « défaut communication ».
- La maintenance est devenue préventive et non plus curative.
3. Réduction de la facture énergétique : -15%
L’intégration de variateurs à régénération d’énergie permet de renvoyer l’électricité produite lors du freinage et de la descente de la charge vers le réseau électrique de l’usine. Sur un équipement de plusieurs tonnes en mouvement perpétuel, l’économie est substantielle.
4. Ergonomie et sécurité
Le personnel de maintenance dispose désormais d’une IHM (Interface Homme-Machine) tactile qui délivre un diagnostic clair.
- Avant : Un code erreur cryptique « E045 » sur un afficheur 7 segments.
- Après : Un message clair « Défaut Variateur Axe Z » avec un schéma montrant l’organe incriminé.
L’installation est désormais 100% conforme à la directive machine et rassure les opérateurs comme l’inspection du travail.
6. Focus technique : Pourquoi cette solution est pérenne pour 15 ans
En tant que décideur technique, vous savez que la « modernité » est éphémère. C’est pourquoi le choix des technologies lors d’un revamping est essentiel.
L’ouverture du système
MTKSA livre les codes sources du programme automate au client. Contrairement aux constructeurs OEM (Original Equipment Manufacturer) qui verrouillent leurs systèmes (« Black Box ») pour obliger le client à passer par eux pour la maintenance, nous jouons la carte de la transparence. Votre équipe de maintenance a la main. Si demain vous souhaitez modifier une cadence ou ajouter une position de dépose, vous êtes autonomes.
La connectivité IIoT (Internet of Things)
Le nouveau système n’est plus un îlot isolé. Le transtockeur remonte des données précieuses au système informatique du client :
- Consommation électrique en temps réel.
- Nombre de cycles effectués (pour prévoir la maintenance).
- Analyse vibratoire (pour détecter une usure prématurée d’un galet).
C’est la première brique vers la maintenance prédictive.
7. Le Revamping, levier de compétitivité insoupçonné
Cette étude de cas démontre qu’il n’est pas toujours nécessaire d’investir des millions dans un nouvel entrepôt pour gagner en performance.
Le transtockeur de notre client, autrefois « verrue » de l’usine, est redevenu un actif stratégique performant, sûr et économe. Le Retour sur Investissement (ROI) global de l’opération a été calculé sur 18 mois, en prenant en compte les gains de productivité, l’économie d’énergie et la suppression des coûts d’arrêts de production.
Ce que vous devez retenir pour votre propre installation :
- Si votre structure mécanique est saine, ne la jetez pas.
- L’obsolescence de l’automate est un risque mortel, mais c’est aussi une opportunité d’upgrade.
- Un revamping bien mené par des spécialistes (MTKSA) peut se faire sans paralyser votre activité.
Votre transtockeur a plus de 15 ans ? Vous craignez la panne fatale ?
N’attendez pas l’écran noir sur votre machine. L’anticipation est la clé d’un revamping réussi et économique. Chez MTKSA, nous réalisons un audit complet de votre installation existante (mécanique, électrique, automatisme) pour évaluer le potentiel de modernisation.

Fév 19, 2026 | Revamping
Dans le silence feutré d’une armoire électrique, une bombe à retardement tique parfois depuis plus de vingt ans. Elle ne contient pas d’explosifs, mais des processeurs, des cartes d’entrées/sorties et des condensateurs chimiques.
L’automate programmable industriel (API) est le cerveau de votre installation intralogistique. Qu’il pilote un transtockeur de 30 mètres de haut, un réseau complexe de convoyeurs ou un élévateur de palettes, c’est lui qui orchestre chaque mouvement, chaque capteur, chaque sécurité.
Pourtant, dans l’industrie, on a tendance à appliquer l’adage dangereux : « Tant que ça marche, on ne touche pas ». C’est une erreur stratégique majeure. Contrairement à une usure mécanique visible (un galet qui grince, un câble qui s’effiloche), l’obsolescence de l’automatisme est invisible jusqu’au jour J : l’écran noir, l’arrêt brutal, et le silence pesant d’un entrepôt paralysé.
Chez MTKSA, nous intervenons régulièrement en « pompier » sur des systèmes en panne critique. Mais nous préférons intervenir en « architecte » pour moderniser avant la catastrophe. Comment savoir si votre installation est dans la zone rouge ?
Voici les 5 signes techniques et opérationnels indiscutables qui prouvent que votre automate est obsolète et que le revamping n’est plus une option, mais une nécessité vitale.
Signe N°1 : La « Chasse au Trésor » pour les pièces de rechange
Le premier symptôme est purement logistique et financier. Lorsque votre service maintenance ou vos achats commencent à passer plus de temps à chercher une carte électronique qu’à réparer la machine, l’alerte est maximale.
La fin du support constructeur (End of Life)
Les grands constructeurs (Siemens, Schneider Electric/Telemecanique, Rockwell/Allen-Bradley) ont des cycles de vie produits très précis.
Prenez l’exemple emblématique du Siemens SIMATIC S5. Cette gamme légendaire, installée massivement dans les années 80 et 90, a vu sa fabrication arrêtée en 2003. La fin de la fourniture des pièces de rechange (par le canal officiel) a eu lieu en 2013/2015.
Si votre transtockeur tourne encore sous S5 (ou sous Telemecanique TSX 17/47), vous naviguez sans radar. En cas de panne CPU ou de claquage d’une carte d’axe, vous ne pouvez plus appeler Siemens.
Le marché gris et le risque du « Reconditionné »
Face à cette pénurie, les industriels se tournent vers le « marché gris » : brokers spécialisés, eBay, revendeurs de matériel d’occasion.
Ce marché présente trois risques majeurs pour une installation critique :
- L’inflation galopante : La loi de l’offre et la demande est brutale. Une carte processeur qui valait 500€ en 2000 peut se négocier aujourd’hui à 3 000€ ou 5 000€, simplement parce qu’elle est rare.
- L’incertitude sur la qualité : Vous achetez souvent du matériel « refurbished » (reconditionné). Quelle est la durée de vie résiduelle des composants internes ? Cette carte a-t-elle été stockée dans un environnement humide ? A-t-elle subi des chocs thermiques ? Vous installez une pièce potentiellement aussi usée que celle qui vient de lâcher.
- Le délai d’approvisionnement : Une pièce disponible chez un broker en Allemagne ou aux USA peut mettre 4 à 5 jours à arriver (dédouanement inclus). Pouvez-vous vous permettre 5 jours d’arrêt total de votre logistique ?
Le constat MTKSA : Si vous devez aller sur eBay pour maintenir votre outil de production, vous n’êtes plus dans une gestion industrielle, vous êtes dans la survie.
Signe N°2 : Le « Bus Factor » et la perte de compétence humaine
L’obsolescence n’est pas que matérielle (hardware), elle est aussi humaine (know-how). C’est ce que les informaticiens appellent le « Bus Factor » : si votre seul technicien compétent se fait renverser par un bus (ou plus joyeusement, part à la retraite), le projet s’arrête.
La barrière du langage et des outils
Les automates d’anciennes générations se programment avec des langages et des outils qui ont disparu des cursus de formation actuels.
- Siemens S5 se programme sous STEP 5, souvent en liste d’instructions complexe.
- Telemecanique utilisait le langage PL7-2 ou PL7-3 sous le système d’exploitation OS/2 ou DOS.
Aujourd’hui, un jeune automaticien sortant d’école est formé sur TIA Portal (Siemens S7-1200/1500), sur Unity/EcoStruxure (Schneider) ou Studio 5000 (Rockwell). Il maîtrise le texte structuré (SCL) et les blocs fonctionnels. Le mettre devant une console de programmation DOS avec une interface en ligne de commande est non seulement inefficace, mais dangereux : le risque d’erreur de manipulation est énorme.
Le cauchemar de la « Valise de Maintenance »
Avez-vous dans votre atelier un vieux PC portable beige, épais comme une brique, tournant sous Windows 95 ou XP, que personne n’a le droit de toucher ? C’est souvent le seul ordinateur équipé du port Série (RS232) et du logiciel capable de se connecter à votre automate. Si ce PC tombe en panne (disque dur HS), vous perdez votre capacité à diagnostiquer l’automate. Les convertisseurs USB-Série modernes fonctionnent très mal avec les protocoles temps réel des années 90. Cette dépendance à un matériel informatique obsolète est un signe clair qu’il faut moderniser.
Signe N°3 : L’isolement numérique (La « Boîte Noire »)
Nous sommes à l’ère de l’Industrie 4.0, de la Data et de l’interconnectivité. Votre ERP (SAP, Sage, Microsoft Dynamics) et votre WMS (Warehouse Management System) ont besoin de données en temps réel pour optimiser les flux.
L’incapacité à communiquer
Les anciens automates ont été conçus pour piloter des actionneurs, pas pour échanger des mégaoctets de données.
- Ils communiquent souvent via des liaisons série lentes (RS232, RS485) ou des nappes parallèles (I/O hardwiring).
- Ils ne supportent pas les protocoles modernes comme PROFINET, Ethernet/IP, OPC UA ou MQTT.
Les conséquences opérationnelles
Si votre transtockeur est une « boîte noire » isolée :
- Vous ne pouvez pas remonter les codes défauts précis à la supervision.
- Vous ne pouvez pas suivre la consommation énergétique.
- Vous ne pouvez pas faire de maintenance prédictive (analyse vibratoire, nombre de cycles).
- Toute modification de processus (ex: changement de format de palette) nécessite une reprogrammation lourde, voire impossible si la mémoire de l’automate est saturée.
Une installation qui ne peut pas « parler » au reste de l’usine est une installation condamnée à court terme par les exigences de traçabilité et de performance.
Signe N°4 : La fiabilité erratique et les « fantômes » dans la machine
C’est le signe le plus frustrant pour les équipes de maintenance. L’installation ne tombe pas en panne franchement, elle « bugue ».
Le vieillissement physique des composants électroniques
Un automate est composé de circuits imprimés. Avec le temps (20 ans et plus), plusieurs phénomènes physiques se produisent :
- Séchage des condensateurs électrolytiques : Provoque des pannes de variateurs de vitesse.
- Oxydation des contacts (Backplane) : Les fonds de paniers (racks) où sont enfichées les cartes peuvent présenter des micro-coupures dues aux vibrations et à l’oxydation, créant des faux contacts intermittents.
- Corruption des mémoires EPROM/EEPROM : Les programmes stockés sur des puces mémoires peuvent subir ce qu’on appelle le « Bit Rot » (dégradation des données). Un bit qui change d’état peut corrompre une instruction, entraînant un comportement aberrant de la machine.
Le diagnostic impossible
Ces pannes sont souvent non reproductibles. Le technicien arrive, relance la machine, et « ça repart ». Jusqu’à la prochaine fois. Ces micro-arrêts, mis bout à bout, peuvent représenter 5% à 10% de perte de productivité annuelle. Si votre machine a des comportements « inexplicables » que vous résolvez par un simple On/Off, c’est que l’électronique est en fin de vie.
Signe N°5 : Le fossé normatif et sécuritaire
C’est sans doute le point le plus critique juridiquement pour le directeur d’usine. Les normes de sécurité ont radicalement évolué en 20 ans.
De la logique câblée à la sécurité intégrée
Sur les anciennes installations, la sécurité (Arrêt d’Urgence, porte de cellule) est gérée par des relais électromécaniques en « logique câblée ». C’est robuste, mais rigide et difficile à diagnostiquer (quel contacteur est collé ?).
De plus, les anciennes normes de sécurité étaient moins exigeantes sur la redondance et l’autocontrôle.
Aujourd’hui, la Norme EN 528 (spécifique aux transtockeurs) et la Directive Machine imposent des niveaux de performance (PL – Performance Level) élevés.
Les automates modernes (comme le Siemens S7-1500F ou Safety) intègrent la sécurité directement dans le processeur via le protocole PROFIsafe. Cela permet :
- De surveiller les vitesses en temps réel (SLS – Safely Limited Speed) pour permettre des interventions de maintenance en mode dégradé sécurisé.
- De diagnostiquer instantanément quel capteur de sécurité est défaillant.
- De garantir que le système ne pourra pas redémarrer intempestivement.
Conserver un vieil automate, c’est souvent conserver une architecture de sécurité qui ne passerait pas un audit de conformité actuel rigoureux. En cas d’accident corporel, la responsabilité de l’entreprise (et du dirigeant) pourrait être engagée pour utilisation de matériel non conforme aux règles de l’art actuelles.
La solution : Le Revamping (Rétrofit) automatisme
Si vous avez reconnu un ou plusieurs de ces signes sur votre installation, il est temps d’agir. La bonne nouvelle, c’est qu’il n’est pas nécessaire de remplacer toute la machine. La structure métallique (mât, rayonnages) et souvent la mécanique lourde peuvent être conservées.
La solution est le Revamping Automatisme.
En quoi cela consiste-t-il ?
Le revamping est une opération chirurgicale qui consiste à remplacer le « cerveau » et le « système nerveux » de la machine tout en gardant le « squelette ».
Concrètement, MTKSA intervient pour :
- Remplacer l’automate obsolète (ex: S5) par une génération actuelle (ex: S7-1500).
- Remplacer les variateurs de vitesse (souvent en fin de vie aussi) par des modèles actuels (SEW, KEB, Siemens) offrant de meilleures performances et de la régénération d’énergie.
- Remplacer les systèmes de positionnement (vieux codeurs) par des télémètres laser précis.
- Refaire l’armoire électrique pour la mettre aux normes électriques actuelles.
Le débat technique : Conversion vs Réécriture
Une question essentielle se pose lors d’un revamping : faut-il simplement « convertir » le vieux programme (moulinette logicielle) ou le réécrire ?
- La conversion (Automatique) : Il existe des outils pour traduire du code STEP7 vers TIA Portal. C’est tentant car plus rapide. MAIS, cela donne un résultat imparfait, non optimisé, qui reproduit les bugs de l’ancien système sans tirer parti des nouvelles fonctionnalités.
- La réécriture (Approche MTKSA) : Nous préconisons la réécriture complète de l’analyse fonctionnelle. Pourquoi ? Parce que les automates modernes permettent des structures de programmation (Grafcet structuré, Blocs Fonctionnels) beaucoup plus puissantes. C’est l’occasion d’optimiser les cycles (lissage des courbes, mouvements combinés) et de gagner en productivité (souvent +15 à 20% de cadence juste par le code).
Pourquoi confier votre Revamping à MTKSA ?
Changer un automate sur un convoyeur simple est à la portée de beaucoup. Revamper un transtockeur ou un système automatisé complexe est un métier de spécialiste.
- La maîtrise du temps d’arrêt : Nous savons que votre production ne peut pas s’arrêter 2 mois. Nous préparons le revamping en « temps masqué » (câblage des platines en atelier, simulation du programme sur jumeau numérique). L’intervention sur site est concentrée sur une période courte (souvent les congés d’été ou d’hiver).
- La double compétence Mécanique/Automatisme : Contrairement à un pur intégrateur électricien, nous comprenons les contraintes mécaniques d’un transtockeur (inertie, ballant du mât, usure des galets). Nous adaptons les rampes d’accélération de l’automate à la réalité physique de votre machine âgée.
- L’indépendance technologique : Nous travaillons avec les standards majeurs (Siemens, Schneider, Rockwell) et nous vous livrons les programmes sources. Vous restez maître de votre installation.
Le coût de l’inaction
Combien coûte une heure d’arrêt de votre entrepôt ? 1 000 € ? 10 000 € ?
Si votre automate S5 lâche demain et que la pièce met 5 jours à arriver, le calcul est vite fait. Le coût de cet arrêt non planifié dépassera probablement le coût d’un projet de revamping préventif.
L’obsolescence est inévitable, mais la panne, elle, est évitable. Moderniser votre automate, ce n’est pas seulement éviter le pire, c’est faire entrer votre outil de production dans une nouvelle ère de performance et de connectivité.
Votre automate a plus de 15 ans ?
Ne jouez pas à la roulette russe avec votre logistique. Faites évaluer le niveau de risque de votre installation par nos experts.
Pour aller plus loin sur les stratégies de modernisation, consultez notre dossier complet :[Le Guide 2026 : Pourquoi moderniser son transtockeur]

